
एक निर्माण विधि जो घटकों के त्वरित बड़े पैमाने पर निर्माण को सक्षम बनाती है वह है इंजेक्शन मोल्डिंग। इस विधि की नाजुक प्रकृति और इसके व्यापक उपयोग के कारण, इंजेक्शन मोल्डिंग प्रक्रिया के दौरान कई त्रुटियां उत्पन्न हो सकती हैं, जिससे उत्पाद दोष हो सकते हैं। निम्नलिखित लेख इंजेक्शन मोल्डिंग में सिंक मार्क दोषों को कवर करेगा और यह बताएगा कि उन्हें कैसे टाला जा सकता है।
एक निर्माण विधि जो घटकों के त्वरित बड़े पैमाने पर निर्माण को सक्षम बनाती है वह है इंजेक्शन मोल्डिंग। इस विधि की नाजुक प्रकृति और इसके व्यापक उपयोग के कारण, इंजेक्शन मोल्डिंग प्रक्रिया के दौरान कई त्रुटियां उत्पन्न हो सकती हैं, जिससे उत्पाद दोष हो सकते हैं। निम्नलिखित लेख इंजेक्शन मोल्डिंग में सिंक मार्क दोषों को कवर करेगा और यह बताएगा कि उन्हें कैसे टाला जा सकता है।
इंजेक्शन मोल्डिंग में सिंक मार्क्स क्या हैं?
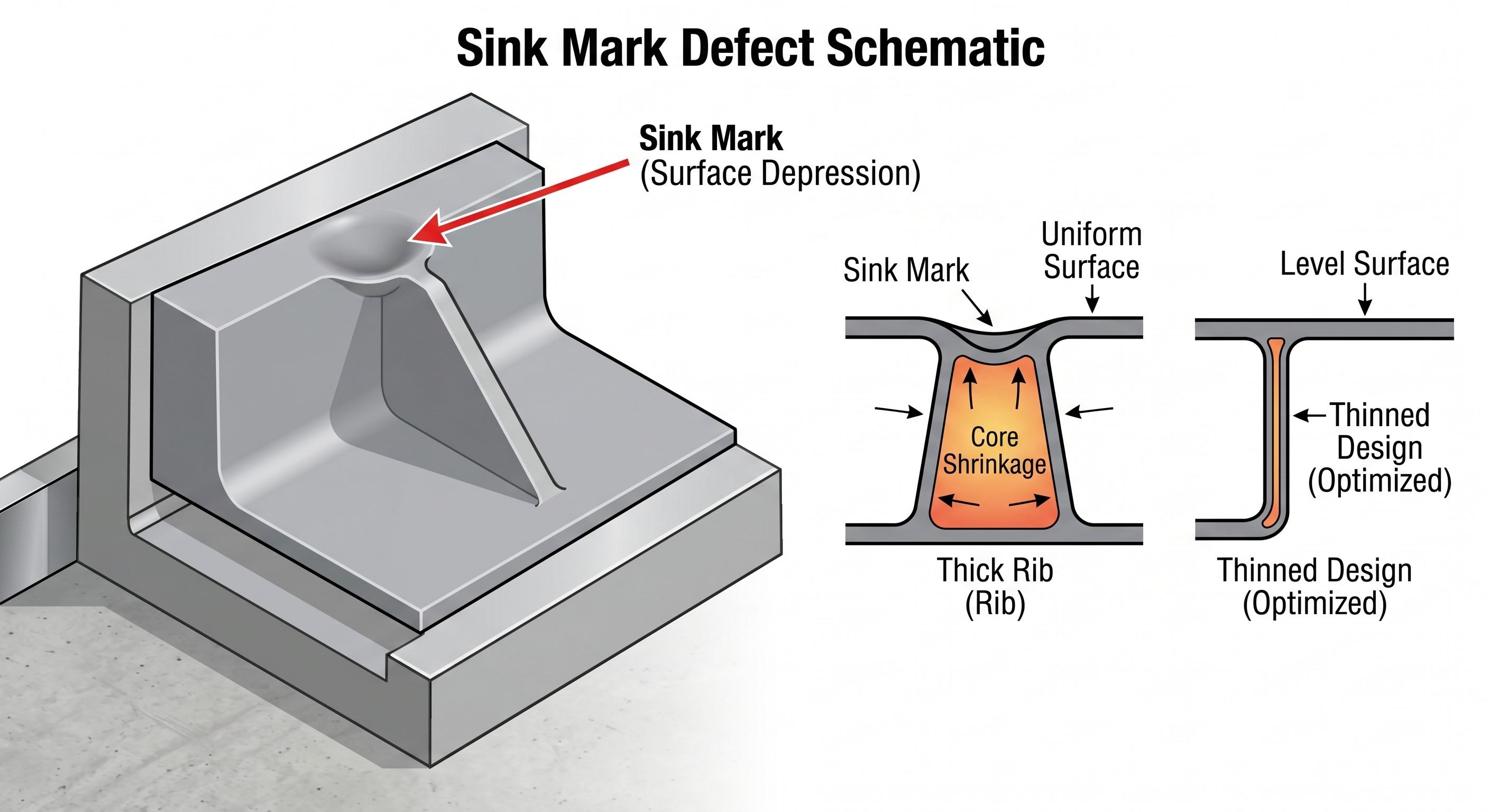
सिंक मार्क आमतौर पर एक प्रकार का अवसाद होता है जो भाग की सतह पर तब दिखाई देता है जब उसके नीचे की सामग्री सिकुड़ती है। दृश्य निरीक्षण से, यह दोष छोटे अवसाद या गहरे धँसे हुए हिस्सों के रूप में दिखाई देता है जो मोल्ड किए गए भाग की समतल और समान सतह पर बनते हैं।
इंजेक्शन मोल्डिंग में सिंक मार्क्स आमतौर पर मोल्ड किए गए ऑब्जेक्ट्स के मोटे क्षेत्रों में पाए जाते हैं। मोटे हिस्सों में प्लास्टिक की घनत्व अधिक होती है, और कुछ प्लास्टिक्स ठंडे होने पर दूसरों की तुलना में अधिक सिकुड़ते हैं। इसलिए, इन हिस्सों को ठंडा होने में स्वाभाविक रूप से अधिक समय लगता है, जबकि बाहरी क्षेत्र, जो सीधे मोल्ड स्टील से संपर्क करता है, कहीं तेज़ी से ठंडा हो जाता है। मोटे हिस्सों में अणुओं के सिकुड़ने से दबाव पैदा होता है, जिससे इस प्रकार की दोष उत्पन्न होती है।
मोल्डेड सामग्री पर सिंक मार्क्स के कारण क्या हैं?
हालाँकि सिंक मार्क्स का मोल्डेड पार्ट की भौतिक मजबूती, जीवनकाल या कार्यक्षमता पर कोई असर नहीं पड़ता है, फिर भी इन्हें उत्पादन गुणवत्ता की खामियाँ माना जाता है जिन्हें निर्माता यथासंभव टालना चाहते हैं।
यह समझना कि ये मार्क्स कैसे और क्यों बनते हैं, किसी भी इंजेक्शन मोल्डिंग उत्पादन प्रक्रिया में इन्हें होने से रोकने का पहला कदम है। अगले अनुभागों में, हम मोल्डेड सामग्री पर सिंक मार्क दोष पैदा करने वाले शीर्ष 4 कारणों में गहराई से प्रवेश करेंगे।
अनुचित मोल्डिंग स्थितियाँ
सबसे पहले, मोटी दीवार वाले प्लास्टिक पार्ट में ठंडा होने की प्रक्रिया कम प्रभावी हो सकती है, क्योंकि मोटे प्लास्टिक उत्पादों में अंदर और बाहर की परतों के बीच कूलिंग प्रक्रिया अलग होती है। बाहर का हिस्सा, जो सीधे स्टील मोल्ड के संपर्क में होता है, अंदर के हिस्से की तुलना में तेज़ी से तापमान में गिरावट अनुभव करेगा।
इसलिए, मोटी और पतली सामग्री परतों के बीच समान कूलिंग तापमान सेट करने जैसी अनुचित मोल्डिंग परिस्थितियाँ इस प्रकार के दोष के उभरने का कारण बन सकती हैं।
दूसरी ओर, इन्सर्ट का कम तापमान भी आसपास के मेल्ट के स्थानीय संकुचन का कारण बन सकता है, जिससे डिप्रेशन और सिंक मार्क बनते हैं। इसलिए, इसे रोकने के लिए इन्सर्ट का तापमान बढ़ाना आवश्यक है।
इसके बाद, कुछ बिंदुओं पर इंजेक्शन प्रेशर का नुकसान भी डिप्रेशन और सिंक मार्किंग का परिणाम हो सकता है। क्योंकि कम प्रेशर सामग्री के संकुचन के खिलाफ पर्याप्त बल नहीं उत्पन्न कर पाता, विशेषकर जब इंजेक्शन मोल्डिंग मशीन का नोज़ल होल बहुत छोटा हो या नोज़ल स्थानीय रूप से अवरुद्ध हो।
इसके अतिरिक्त, कूलिंग तापमान की अनुचित सेटिंग प्लास्टिक मोल्डिंग उत्पादन लाइनों में संकुचन के आम कारणों में से एक है। क्योंकि हर प्लास्टिक सामग्री और हर बिंदु में समान कूलिंग तापमान नहीं मिलता, मोल्ड को पर्याप्त रूप से ठंडा किया जाना चाहिए। कुछ क्षेत्रों या भागों को धीमे ठंडा करने के लिए कूलिंग-जल का तापमान उच्च करके समायोजित करना पड़ता है।
मोल्ड दोष
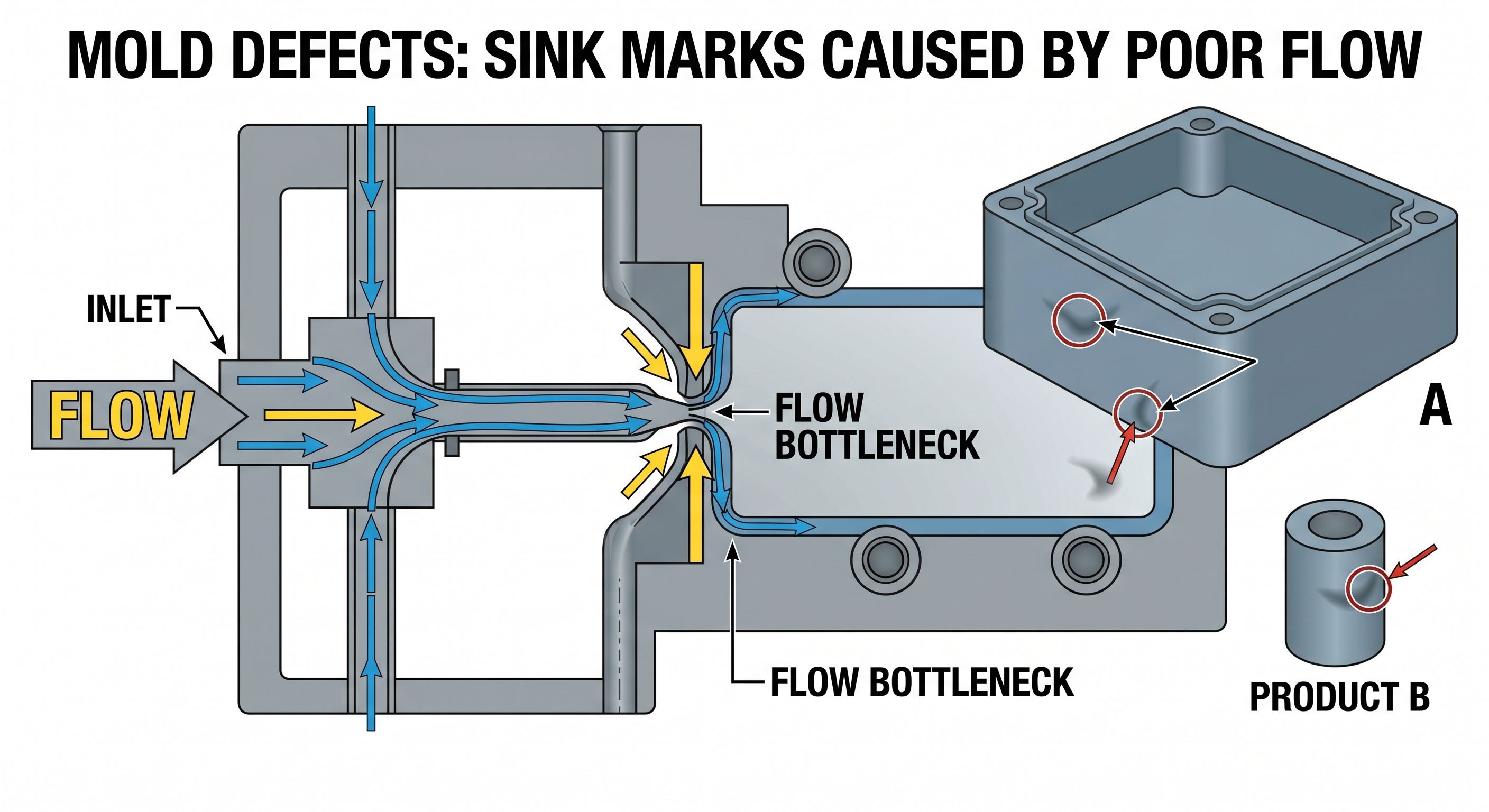
मोल्डिंग सिस्टम के अंदर मेल्ट सामग्री का खराब प्रवाह गेट से दूर सिंक मार्क्स होने का एक कारण हो सकता है। इस स्थिति में, मोल्ड संरचना प्रेशर के स्थानांतरण को रोकती है। मोल्ड दोष सामग्री के प्रवाह में बोतलनैक पैदा कर सकते हैं, जो सिंक मार्क्स के कारणों को बढ़ाते हैं।
कच्चा माल जो मोल्डिंग आवश्यकताओं को पूरा नहीं करता
यदि निम्नलिखित परिस्थितियाँ होती हैं, तो प्लास्टिक इंजेक्शन मोल्डिंग पार्ट की सतह पर डिप्रेशन और सिंक मार्क दिखाई देंगे:
- मोल्डिंग सामग्री की संकुचन दर बहुत अधिक है
- प्रवाह प्रदर्शन बहुत खराब है
- कच्चे माल में स्नेहक (लुब्रिकेंट) पर्याप्त नहीं है
- कच्चा माल आर्द्र है
अत्यधिक सतह गुणवत्ता वाले प्लास्टिक पार्ट्स के लिए, संभवतः न्यूनतम संकुचन वाले रेज़िन ग्रेड का चयन करना चाहिए।
मोल्डेड पार्ट की असंगत संरचनात्मक डिज़ाइन
मोटी दीवार वाले हिस्से, विशेष रूप से जब दीवार की मोटाई व्यापक रूप से भिन्न होती है, डेंट और सिंक दोष के प्रति संवेदनशील होते हैं क्योंकि मोल्डिंग के दौरान पर्याप्त दबाव नहीं लगाया जाता। इसलिए, इंजेक्शन मोल्डेड पार्ट्स के आकार और संरचना को विकसित करते समय, दीवार की मोटाई को यथासंभव स्थिर रखना चाहिए।
सिंक मार्क्स के प्रभाव को कम करने के सर्वोत्तम अभ्यास
सिंक मार्क्स मुख्य रूप से मोटी सामग्री में असमान थर्मल संकुचन (या सिकुड़न) के परिणामस्वरूप उत्पन्न होते हैं: कोर सामग्री बाहर की परत के ठंडा और ठोस होने के बाद ठंडा होना शुरू करती है, जबकि इसे इसके विपरीत होना चाहिए। इसलिए, इन प्रभावों को कम करने और सिंक मार्क्स के निर्माण को रोकने के लिए कुछ सर्वोत्तम अभ्यास अपनाए जा सकते हैं:
1. मोल्ड का तापमान कम करना
प्रोसेसिंग के दौरान जाँचने वाली पहली चीजों में से एक मेल्ट तापमान है। मेल्ट तापमान को रेज़िन निर्माता द्वारा निर्दिष्ट अनुशंसित सीमा के भीतर होना चाहिए। यदि मेल्ट तापमान बहुत अधिक सेट किया गया है, तो पार्ट्स को ठंडा होने में अधिक समय लगेगा, जिससे सिंक मार्क्स उत्पन्न होंगे।
यह दोष किसी अन्य कारण से अत्यधिक मोल्ड तापमान के कारण भी हो सकता है। यदि यह मान बहुत अधिक समायोजित किया गया है, तो गेट के सील होने में लगने वाला समय लंबा हो सकता है। एक बार जब रेज़िन निर्माता द्वारा सुझाया गया मोल्ड तापमान प्रदान किया जाता है, तो उत्पादन लाइनों को यह सुनिश्चित करना चाहिए कि मोल्ड निर्देशों का पालन करे।
यह सुनिश्चित करने के लिए कि मोल्ड तापमान उपयुक्त सीमा के भीतर नियंत्रित रहे, निर्माता Flying Tiger के सुव्यवस्थित इंडस्ट्रियल वॉटर/एयर चिलर का उपयोग कर सकते हैं। तापमान को आवश्यकता के अनुसार सटीक रूप से मॉनिटर और समायोजित किया जा सकता है।
2. होल्डिंग प्रेशर बढ़ाएँ और होल्डिंग समय लंबा करें
यदि निदान से पता चलता है कि सामग्री का तापमान कारण नहीं है, तो अगली चीज़ जो जांची जानी चाहिए वह है होल्डिंग प्रेशर। मोल्ड के अंदर संकुचन को रोकने के लिए, उत्पादन लाइन होल्डिंग प्रेशर को समायोजित कर सकती है ताकि प्रेशर लॉस की भरपाई हो सके।
मोल्ड के मोटे क्षेत्रों का आकार बनाए रखने के लिए अधिक प्लास्टिक की आवश्यकता होगी। जब मोटे हिस्सों में पर्याप्त प्लास्टिक नहीं होता और अणु ठंडा होने लगते हैं, तो सिंक मार्क दोष उत्पन्न हो सकते हैं।
पैक प्रेशर और होल्ड प्रेशर बढ़ाने से सिंक क्षेत्र में प्लास्टिक की मात्रा बढ़ सकती है। पर्याप्त प्रेशर और पर्याप्त प्लास्टिक होने पर अणु अपने आप को खींचते नहीं हैं। इसलिए, सिंक मार्क्स के कारणों को रोका जा सकता है।
यदि डिप्रेशन और सिंक मार्क्स गेट के पास हैं, तो होल्डिंग अवधि बढ़ाना भी सहायक होगा। जब प्लास्टिक पार्ट की दीवार मोटाई पर डिप्रेशन हो, तो मोल्ड में प्लास्टिक पार्ट का कूलिंग समय बढ़ा देना चाहिए।
3. दीवार की मोटाई कम करें
सिंक मार्क्स का एक और समाधान दीवार की मोटाई को कम करना है। इस दोष का कारण अप्रभावी कूलिंग प्रक्रिया है। दीवार की मोटाई कम करके, निर्माता अधिक प्रभावी कूलिंग प्रक्रिया सुनिश्चित कर सकते हैं। हालांकि, चाहे दीवार की मोटाई कितनी भी कम की जाए, इसे यथासंभव समान रखना चाहिए।
4. विंग गेट्स का उपयोग करें
विशेष परिस्थितियों में, जब पार्ट्स की दीवार की मोटाई बहुत भिन्न होती है और इस पैरामीटर को संशोधित नहीं किया जा सकता, तो इसे विंग गेट्स का उपयोग करके हल किया जा सकता है। इस तरीके से, प्लास्टिक कंपोनेंट को गेट को छोटे विंग पर रखने से पहले विंग-आकृति वाले शरीर के साथ फिट किया जा सकता है। प्लास्टिक पार्ट बनने के बाद, विंगलेट्स को काट दिया जाता है। विंगलेट्स पर गेट्स इनवर्टेड गेट्स और पॉइंट गेट्स हो सकते हैं, जो प्लास्टिक पार्ट की कंकेव दोषों को विंगलेट्स में स्थानांतरित कर देते हैं।

फ्लाइंग टाइगर के समाधानों के साथ सिंक मार्क्स के प्रभाव को कम करें
सिंक मार्क्स प्लास्टिक इंजेक्शन मोल्डेड पार्ट्स पर आम तौर पर दिखाई देते हैं। हालांकि, अच्छी खबर यह है कि प्रभावी सहायक उपकरण समाधानों के साथ, हम इस दोष के प्रभाव को कम कर सकते हैं। फ्लाइंग टाइगर में, हमने कई उत्पाद निर्माताओं को विशेषज्ञ समाधान और सलाह प्रदान करके सिंक मार्क्स और अन्य इंजेक्शन मोल्डिंग समस्याओं को हल करने में मदद की है। अभी हमसे संपर्क करें और अपने अगले सफल प्रोजेक्ट पर चर्चा करें!





Back