
หนึ่งในวิธีการผลิตที่ช่วยให้สามารถผลิตชิ้นส่วนจำนวนมากได้อย่างรวดเร็วคือ การฉีดขึ้นรูป เนื่องจากลักษณะการผลิตที่ละเอียดอ่อนและการใช้งานอย่างแพร่หลาย จึงมีความเป็นไปได้ที่ข้อผิดพลาดต่าง ๆ จะเกิดขึ้นระหว่างกระบวนการฉีดขึ้นรูป ส่งผลให้ผลิตภัณฑ์มีตำหนิ บทความต่อไปนี้จะอธิบายเกี่ยวกับ ข้อบกพร่องรอยบุ๋ม ในการฉีดขึ้นรูป และแนวทางในการหลีกเลี่ยงปัญหาดังกล่าว
หนึ่งในกระบวนการผลิตที่ช่วยให้สามารถผลิตชิ้นส่วนจำนวนมากได้อย่างรวดเร็วคือการฉีดขึ้นรูป เนื่องจากกระบวนการนี้มีความละเอียดอ่อนและมีการใช้งานอย่างแพร่หลาย จึงอาจเกิดข้อผิดพลาดหลายประการระหว่างกระบวนการฉีดขึ้นรูป ซึ่งส่งผลให้เกิดข้อบกพร่องของชิ้นงาน บทความต่อไปนี้จะกล่าวถึงปัญหารอยยุบ ในกระบวนการฉีดขึ้นรูป และอธิบายแนวทางในการหลีกเลี่ยงปัญหาดังกล่าว
รอยบุ๋ม ในการฉีดขึ้นรูปคืออะไร?
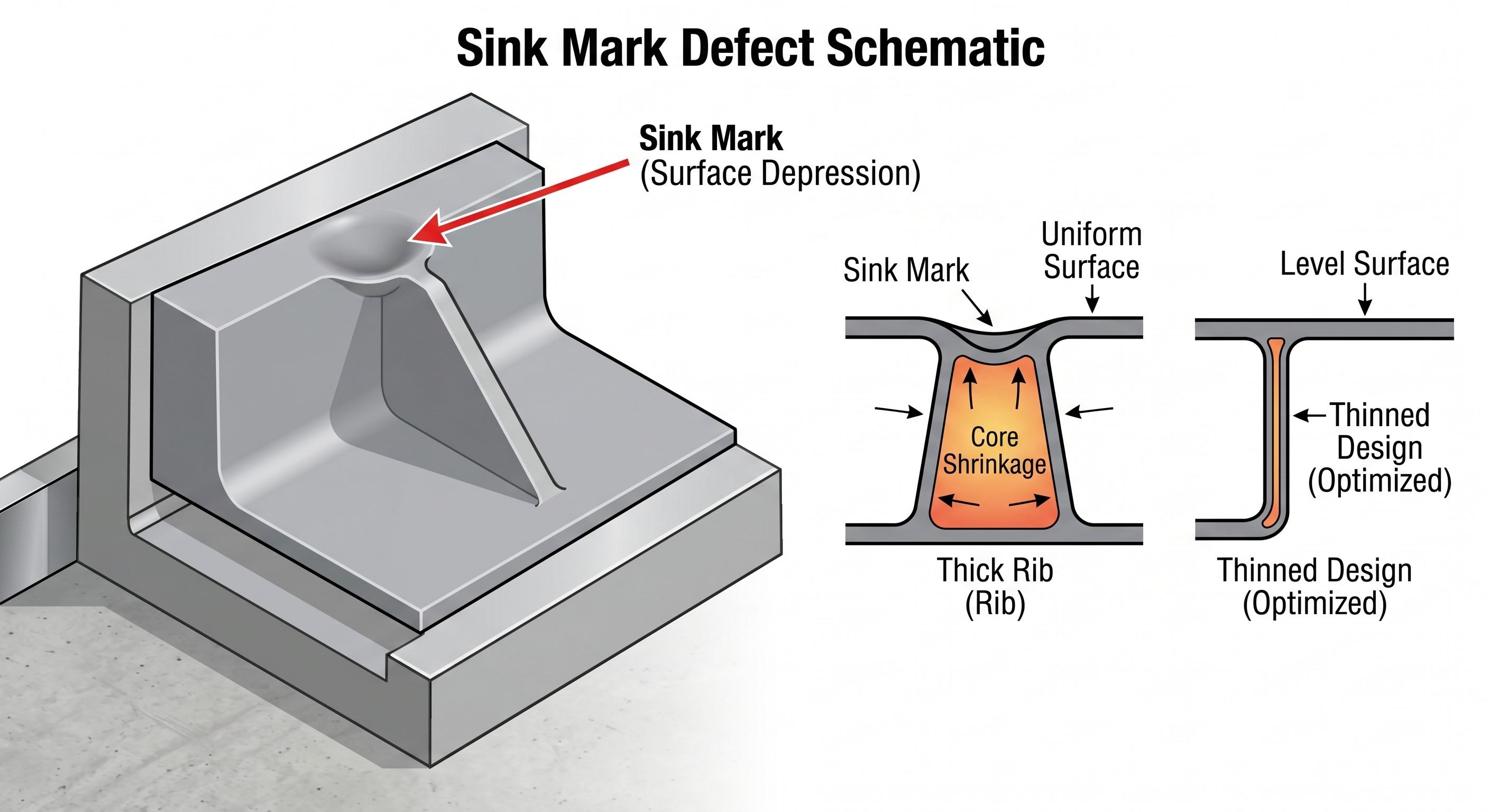
รอยบุ๋มมักเป็นการบุ๋มเล็ก ๆ บนผิวชิ้นงาน เกิดจากวัสดุภายในหดตัว เมื่อสังเกตด้วยตาเปล่า ข้อบกพร่องนี้จะปรากฏเป็นรอยบุ๋มหรือร่องเล็ก ๆ บนผิวที่เรียบและสม่ำเสมอของชิ้นงาน รอยบุ๋มมักเกิดขึ้นบริเวณชิ้นงานที่มีความหนามากกว่า
ชิ้นงานที่หนาจะมีความหนาแน่นของพลาสติกสูงกว่า และบางชนิดหดตัวมากกว่าชนิดอื่นเมื่อแข็งตัว ดังนั้นส่วนที่หนาจะใช้เวลาทำความเย็นนานกว่าส่วนผิวด้านนอก ซึ่งสัมผัสกับแม่พิมพ์เหล็กโดยตรง เมื่อโมเลกุลในส่วนที่หนาหดตัว จะเกิดการบีบตัวภายใน ทำให้เกิดรอยบุ๋มลักษณะนี้
สาเหตุที่ทำให้เกิดรอยบุ๋มบนชิ้นงานฉีดขึ้นรูป
แม้ว่ารอยบุ๋มจะไม่ส่งผลต่อความแข็งแรง อายุการใช้งาน หรือการทำงานของชิ้นงาน แต่ยังถือเป็นข้อบกพร่องด้านคุณภาพการผลิตที่ผู้ผลิตต้องการหลีกเลี่ยงให้มากที่สุด
การเข้าใจวิธีการเกิดและสาเหตุของรอยบุ๋มถือเป็นก้าวแรกในการป้องกันไม่ให้เกิดขึ้นในกระบวนการฉีดขึ้นรูปใด ๆ ในส่วนต่อไป เราจะเจาะลึกถึง สาเหตุหลัก 4 ประการ ที่ทำให้เกิดรอยบุ๋มบนวัสดุฉีดขึ้นรูป
เงื่อนไขการฉีดขึ้นรูปที่ไม่เหมาะสม
อันดับแรก ในชิ้นงานพลาสติกที่ผนังหนา การทำความเย็นอาจเกิดขึ้นได้ไม่เต็มประสิทธิภาพ เพราะในชิ้นงานพลาสติกหนา กระบวนการทำความเย็นระหว่างชั้นภายในและชั้นภายนอกจะแตกต่างกัน ส่วนภายนอกที่สัมผัสกับแม่พิมพ์เหล็กโดยตรงจะเย็นลงเร็วกว่า ส่วนภายใน
ดังนั้น การตั้งค่าเงื่อนไขการฉีดขึ้นรูปที่ไม่เหมาะสม โดยกำหนดอุณหภูมิการทำความเย็นเท่ากันทั้งชั้นวัสดุหนาและบาง จะทำให้เกิดรอยบุ๋มได้ง่าย
นอกจากนี้ อุณหภูมิต่ำของชิ้นส่วนแทรก (Insert) ก็อาจทำให้เกิดการหดตัวเฉพาะจุดของวัสดุรอบ ๆ ทำให้เกิดรอยบุ๋มและรอยหดตัว ดังนั้นจึงควรปรับเพิ่มอุณหภูมิของชิ้นส่วนแทรกเพื่อป้องกันปัญหานี้
ต่อมา การสูญเสียแรงดันฉีดในบางจุดก็เป็นอีกสาเหตุที่ทำให้เกิดรอยบุ๋มและรอยหดตัว เนื่องจากแรงดันต่ำไม่สามารถต้านแรงหดตัวของวัสดุได้ โดยเฉพาะเมื่อรูหัวฉีดของเครื่องฉีดเล็กเกินไปหรือมีการอุดตันบางจุด
นอกจากนี้ การตั้งค่าอุณหภูมิการทำความเย็นที่ไม่เหมาะสมยังเป็นสาเหตุทั่วไปของการหดตัวในสายการผลิตแม่พิมพ์พลาสติก เพราะไม่ใช่ว่าวัสดุพลาสติกทุกชนิดและทุกจุดในแม่พิมพ์จะได้รับอุณหภูมิการเย็นเท่ากัน ดังนั้นแม่พิมพ์จึงต้องได้รับการทำความเย็นอย่างเหมาะสม โดยบางพื้นที่หรือบางชิ้นส่วนอาจต้องเย็นช้ากว่า โดยปรับอุณหภูมิน้ำหล่อเย็นให้สูงขึ้น
ข้อบกพร่องของแม่พิมพ์
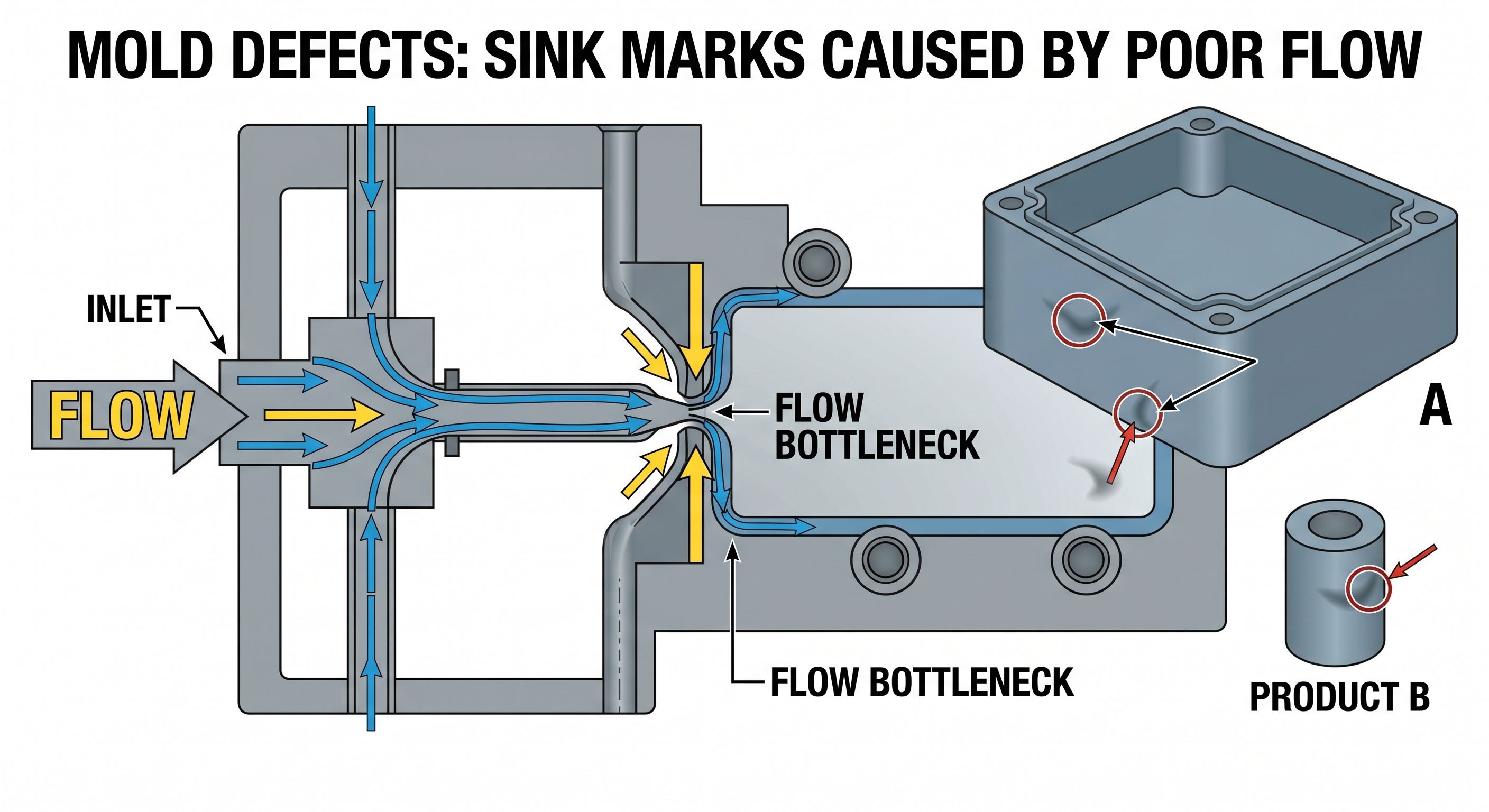
การไหลของวัสดุหลอมเหลวภายในระบบแม่พิมพ์ที่ไม่ดีอาจเป็นสาเหตุให้เกิดรอยบุ๋มในพื้นที่ที่อยู่ไกลจากช่องทางฉีด (Gate) ในกรณีนี้ โครงสร้างของแม่พิมพ์จะขัดขวางการถ่ายโอนแรงดัน ข้อบกพร่องของแม่พิมพ์สามารถสร้างคอขวด (Bottleneck) ในการไหลของวัสดุ ทำให้เกิดสาเหตุของรอยบุ๋มมากขึ้น
วัสดุดิบไม่ตอบสนองต่อข้อกำหนดของการฉีดขึ้นรูป
ผิวของชิ้นงานฉีดขึ้นรูปพลาสติกจะปรากฏรอยบุ๋มและรอยหดตัว หากเกิดสถานการณ์ดังต่อไปนี้:
- อัตราการหดตัวของวัสดุแม่พิมพ์สูงเกินไป
- สมรรถนะการไหลของวัสดุต่ำเกินไป
- ปริมาณสารหล่อลื่นในวัสดุไม่เพียงพอ
- วัสดุดิบมีความชื้น
เพื่อให้ได้คุณภาพผิวสูงสุด ควรเลือกใช้เรซินเกรดหดตัวต่ำสำหรับชิ้นงานพลาสติกที่ต้องการคุณภาพผิวสูง
การออกแบบโครงสร้างชิ้นงานไม่เหมาะสม
ชิ้นงานที่ผนังหนา โดยเฉพาะเมื่อความหนาของผนังแตกต่างกันอย่างมาก มักเกิดรอยบุ๋มและรอยยุบได้ง่าย เนื่องจากแรงดันที่ใช้ระหว่างการฉีดขึ้นรูปไม่เพียงพอ ดังนั้น เมื่อพัฒนารูปร่างและโครงสร้างของชิ้นงานฉีดพลาสติก ควรรักษาความหนาของผนังให้คงที่มากที่สุดเท่าที่เป็นไปได้
แนวปฏิบัติที่ดีที่สุดเพื่อลดผลกระทบจากรอยบุ๋ม
รอยบุ๋มเกิดขึ้นส่วนใหญ่จากการหดตัวของวัสดุที่ไม่สม่ำเสมอ โดยเฉพาะในชิ้นงานหนา: วัสดุภายใน (Core Material) เริ่มเย็นตัวหลังจากชั้นผิวด้านนอกแข็งตัวแล้ว ทั้งที่ควรจะเกิดในลำดับตรงกันข้าม ดังนั้น เพื่อบรรเทาผลกระทบและป้องกันไม่ให้รอยบุ๋มเกิดขึ้น ควรปฏิบัติตามแนวทางปฏิบัติที่ดีที่สุดดังต่อไปนี้
1. ลดอุณหภูมิแม่พิมพ์
หนึ่งในสิ่งแรกที่ควรตรวจสอบระหว่างกระบวนการผลิตคือ อุณหภูมิของวัสดุหลอมเหลว อุณหภูมิหลอมควรอยู่ในช่วงที่ผู้ผลิตเรซินแนะนำ หากตั้งค่าอุณหภูมิสูงเกินไป ชิ้นงานจะใช้เวลาทำความเย็นนานขึ้น ทำให้เกิดรอยบุ๋ม
ข้อบกพร่องนี้ยังอาจเกิดจากอุณหภูมิแม่พิมพ์สูงเกินไปด้วยเหตุผลอื่น เช่น เวลาที่ใช้ในการปิดช่องทางฉีด อาจยาวนานขึ้นหากตั้งค่าอุณหภูมิสูงเกินไป เมื่อผู้ผลิตเรซินให้คำแนะนำเกี่ยวกับอุณหภูมิแม่พิมพ์ สายการผลิตต้องมั่นใจว่าแม่พิมพ์เป็นไปตามข้อกำหนด
เพื่อควบคุมอุณหภูมิแม่พิมพ์ให้อยู่ในช่วงที่เหมาะสม ผู้ผลิตสามารถใช้ เครื่องทำความเย็นน้ำ/อากาศอุตสาหกรรมที่ออกแบบอย่างดีจาก Flying Tiger ซึ่งช่วยตรวจสอบและปรับอุณหภูมิได้อย่างแม่นยำตามความต้องการ
2. เพิ่มแรงดันคงที่ และยืดเวลาการคงแรงดัน
หากการวิเคราะห์พบว่าอุณหภูมิวัสดุไม่ใช่สาเหตุ ต่อไปควรตรวจสอบ แรงดันคงที่ (Holding Pressure) เพื่อป้องกันการหดตัวภายในแม่พิมพ์ สายการผลิตสามารถปรับแรงดันคงที่เพื่อชดเชยการสูญเสียแรงดัน
More plastic will be required for the mold's thicker areas to maintain their shape. Insufficient plastic in thicker parts as the molecules cool can create sink mark defects.
การเพิ่ม แรงดัน Pack และแรงดันคงที่ จะช่วยเพิ่มปริมาณพลาสติกในบริเวณที่เกิดรอยบุ๋ม โมเลกุลจะไม่หดตัวเข้าหากันหากมีแรงดันและพลาสติกเพียงพอในพื้นที่นั้น ดังนั้นสามารถป้องกันการเกิดรอยบุ๋มได้
การ ยืดเวลาการคงแรงดัน ยังช่วยได้โดยเฉพาะหากรอยบุ๋มหรือรอยหดตัวเกิดใกล้ช่องทางฉีด (Gate) สำหรับชิ้นงานที่มีรอยบุ๋มบริเวณผนัง การเพิ่มเวลาการเย็นตัวในแม่พิมพ์จะช่วยลดข้อบกพร่องนี้;
3. ลดความหนาของผนัง
อีกหนึ่งวิธีแก้ปัญหารอยบุ๋มคือ ลดความหนาของผนังชิ้นงาน สาเหตุของข้อบกพร่องนี้มาจากกระบวนการทำความเย็นที่ไม่เต็มประสิทธิภาพ การลดความหนาของผนังจะช่วยให้การทำความเย็นมีประสิทธิภาพมากขึ้น อย่างไรก็ตาม ไม่ว่าคุณจะลดความหนามากเพียงใด ความหนาของผนังควรคงที่และสม่ำเสมอมากที่สุดเท่าที่เป็นไปได้
4. ใช้ Wing Gates
สำหรับกรณีพิเศษ เมื่อความหนาของผนังชิ้นงานมีความแตกต่างกันมากและไม่สามารถปรับแก้ได้ สามารถแก้ไขได้โดย ใช้ Wing Gates วิธีนี้จะติดตั้งชิ้นส่วนพลาสติกให้มีปีกรูปตัว “Wing” ก่อนวาง Gate บนปีกขนาดเล็ก หลังจากชิ้นงานพลาสติกเสร็จสมบูรณ์ ปีกเล็ก (Winglets) จะถูกตัดออก Gate บน Winglets อาจเป็นแบบ Inverted Gate หรือ Point Gate ซึ่งช่วยย้ายข้อบกพร่องรอยบุ๋มหรือรอยเว้าในชิ้นงานไปยังปีกเล็กแทน

ลดผลกระทบของรอยบุ๋มด้วยโซลูชันจาก Flying Tiger
รอยยุบ เป็นข้อบกพร่องที่พบได้บ่อยในชิ้นงานพลาสติกที่ผลิตด้วยกระบวนการฉีดขึ้นรูป อย่างไรก็ตาม ข่าวดีคือ เราสามารถลดผลกระทบของข้อบกพร่องนี้ได้ด้วยโซลูชันจากอุปกรณ์เสริม ที่มีประสิทธิภาพ ที่ Flying Tiger เราได้ช่วยผู้ผลิตผลิตภัณฑ์จำนวนมากด้วยโซลูชันและคำแนะนำจากผู้เชี่ยวชาญ เพื่อแก้ไขปัญหารอยยุบและปัญหาอื่น ๆ ในกระบวนการฉีดขึ้นรูป ติดต่อเราตอนนี้ เพื่อหารือเกี่ยวกับโครงการถัดไปที่ประสบความสำเร็จของคุณ!





Back