
Enjeksiyon kalıplama, bileşenlerin hızlı ve seri üretimini mümkün kılan bir üretim yöntemidir. Ancak bu yöntemin hassas yapısı ve yaygın kullanımı nedeniyle, enjeksiyon kalıplama süreci boyunca çeşitli hatalar oluşabilir ve ürün kusurlarına yol açabilir. Aşağıdaki makale, enjeksiyon kalıplamada sink mark (çökme izi) kusurlarını ele alacak ve bunların nasıl önlenebileceğine ışık tutacaktır.
Enjeksiyon kalıplama, bileşenlerin hızlı ve seri üretimini mümkün kılan bir üretim yöntemidir. Ancak bu yöntemin hassas yapısı ve yaygın kullanımı nedeniyle, enjeksiyon kalıplama süreci boyunca çeşitli hatalar oluşabilir ve ürün kusurlarına yol açabilir. Aşağıdaki makale, enjeksiyon kalıplamada sink mark (çökme izi) kusurlarını ele alacak ve bunların nasıl önlenebileceğine ışık tutacaktır.
Enjeksiyon Kalıplamada Sink Mark (Çökme İzleri) Nedir?
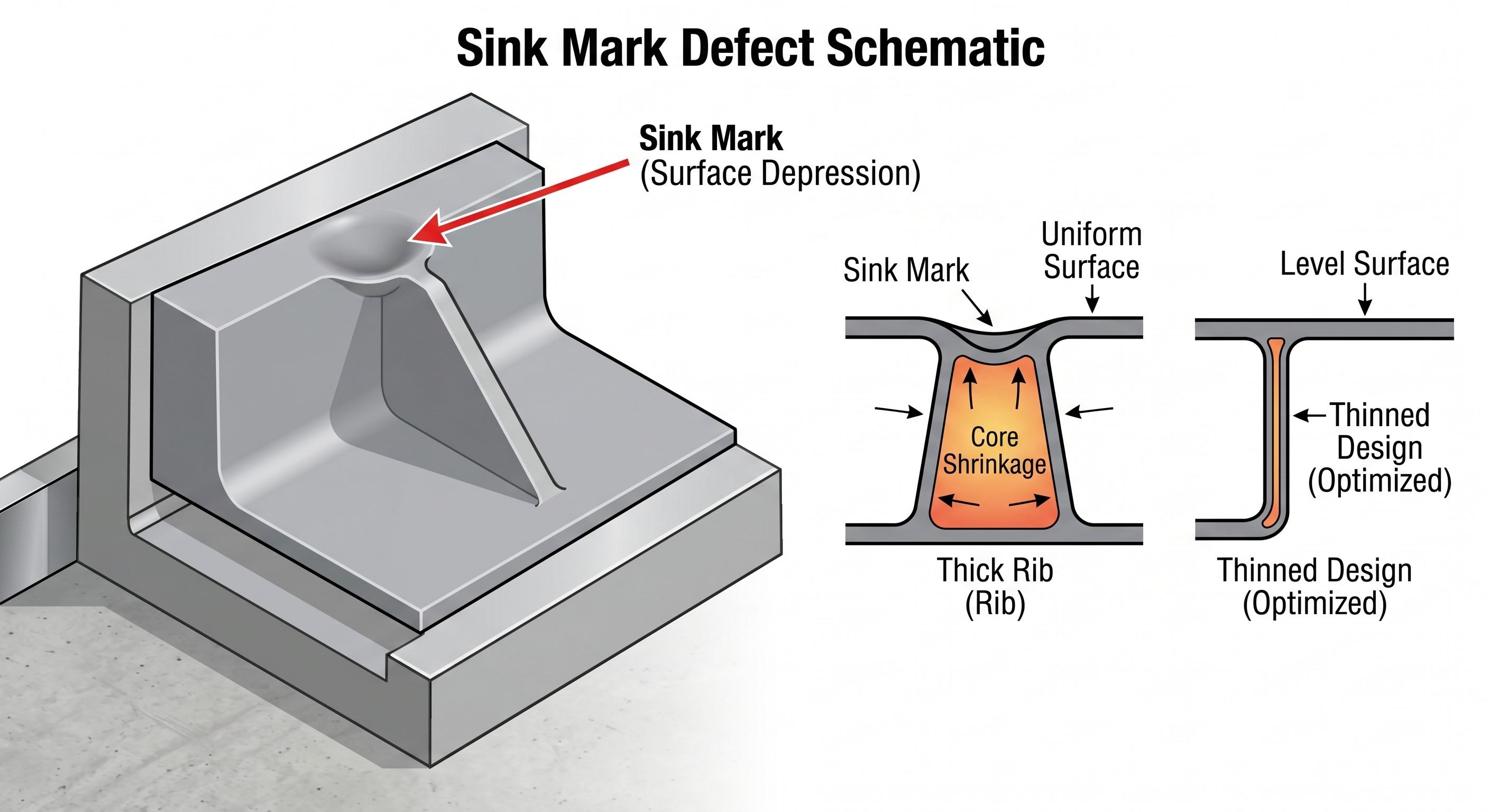
Sink mark, genellikle malzemenin alt kısmındaki çekme nedeniyle parça yüzeyinde oluşan bir çöküntü türüdür. Görsel olarak, kalıplanmış parçanın düz ve homojen yüzeyinde küçük çukur veya girintiler şeklinde görülür. Enjeksiyon kalıplama kusurları arasında sink marklar özellikle kalın kesitli bölgelerde daha sık ortaya çıkar.
Kalın bölgelerde plastik yoğunluğu daha yüksektir ve bazı plastikler soğuma sırasında diğerlerine göre daha fazla çekme yapar. Bu nedenle kalın kesitler daha uzun sürede soğurken, kalıp çeliğiyle doğrudan temas eden dış yüzey çok daha hızlı soğur. Kalın bölgelerdeki moleküler çekme gerçekleştiğinde bu tür yüzey kusurları oluşur.
Kalıplanmış Malzemelerde Sink Mark Neden Oluşur?
Sink marklar, kalıplanmış parçanın fiziksel dayanımına, ömrüne veya fonksiyonuna doğrudan etki etmese de üretim kalite kusuru olarak kabul edilir ve mümkün olduğunca önlenmek istenir.
Bu izlerin nasıl ve neden oluştuğunu anlamak, enjeksiyon kalıplama üretim sürecinde önleme adımlarının ilk ve en önemli aşamasıdır. Aşağıda sink mark oluşumunun başlıca 4 nedeni açıklanmıştır.
Uygun Olmayan Kalıplama Koşulları
Kalın et kalınlığına sahip plastik parçalar, soğuma açısından daha dengesiz davranır. Kalın ve ince bölgeler arasında soğuma hızı farklıdır; dış yüzey kalıp çeliğiyle temas ettiği için daha hızlı soğurken iç kısım daha yavaş soğur.
Bu nedenle kalın ve ince bölgeler için aynı soğutma parametrelerinin uygulanması sink mark oluşumuna yol açabilir.
Ayrıca insert (insert parça) sıcaklığının düşük olması, çevresindeki eriyiğin lokal çekmesine neden olarak çökme izleri oluşturabilir. Bu nedenle insert sıcaklığının uygun seviyeye getirilmesi gerekir.
Buna ek olarak, bazı noktalarda enjeksiyon basıncının düşmesi de çökme ve çekme izlerine yol açabilir. Düşük basınç, malzemenin çekmesini telafi edecek yeterli kuvveti oluşturamaz. Özellikle enjeksiyon nozulu çapı küçük olduğunda veya nozzle tıkanıklığı mevcutsa bu durum daha sık görülür.
Ayrıca soğutma sıcaklığının hatalı ayarlanması da sink mark oluşumunun yaygın nedenlerinden biridir. Her plastik malzeme ve kalıp bölgesi aynı soğutma ihtiyacına sahip değildir; bu nedenle kalıp uygun şekilde soğutulmalıdır. Bazı bölgelerde daha yavaş soğutma için daha yüksek su sıcaklığı uygulanabilir.
Kalıp Kusurları
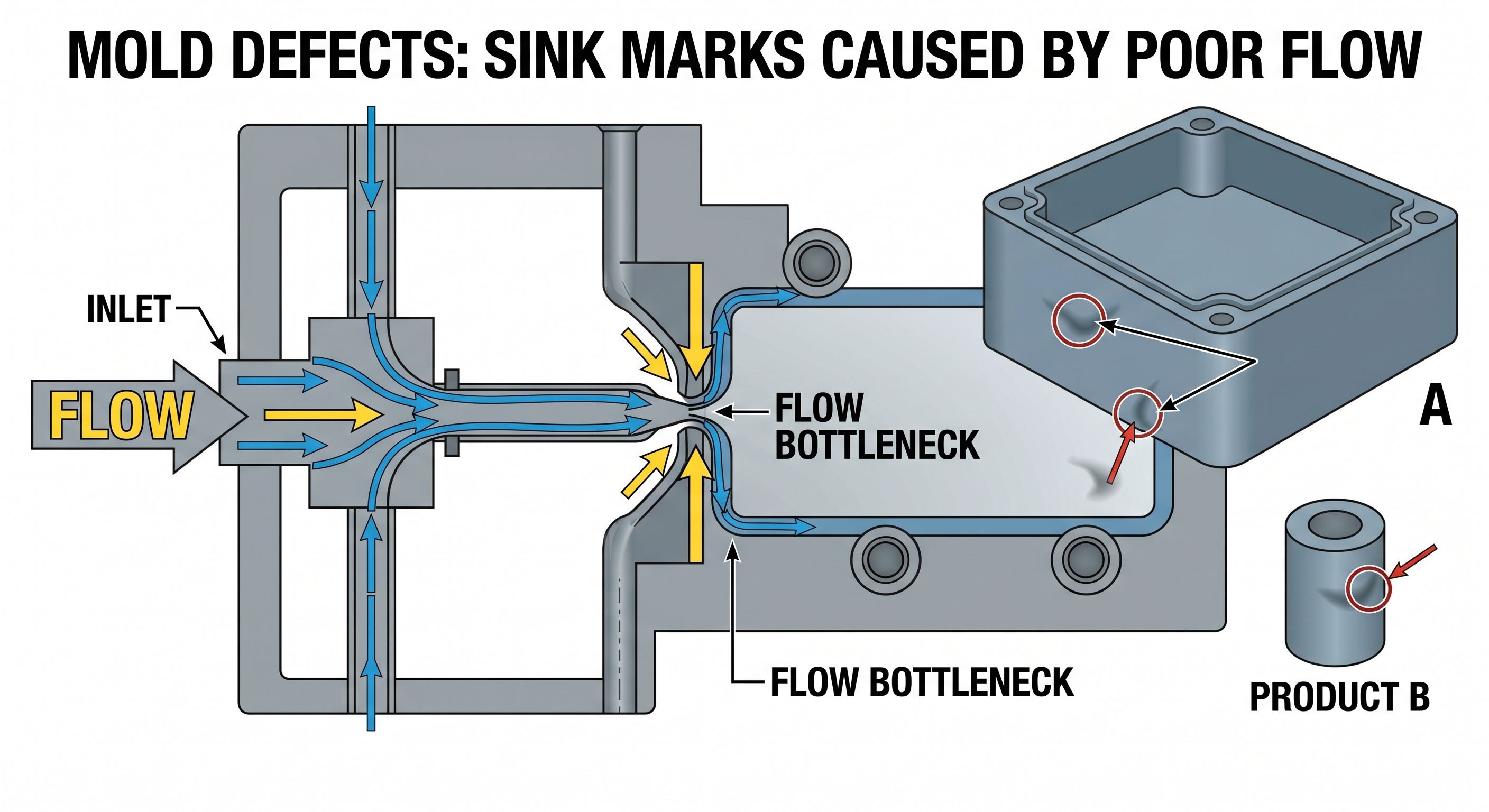
Ergiyik malzemenin kalıp sistemi içinde yeterince düzgün akmaması, özellikle yolluk (gate) bölgesinden uzak alanlarda sink mark oluşumuna neden olabilir. Bu durumda kalıp yapısı basınç transferini engeller ve malzeme akışında dar boğaz (bottleneck) etkisi oluşur.
Hammadde Kalitesinin Kalıplama Gereksinimlerini Karşılamaması
Aşağıdaki durumlarda plastik enjeksiyon parçalarında çökme ve çekme izleri oluşabilir:
- Malzemenin çekme oranının çok yüksek olması
- Akış performansının düşük olması
- Hammadde içindeki yağlayıcı (lubricant) oranının yetersiz olması
- Hammaddenin nemli olması
Yüksek yüzey kalitesi gerektiren parçalar için düşük çekme oranına sahip reçine sınıfları tercih edilmelidir.
Kalıplanan Parçanın Uygunsuz Yapısal Tasarımı
Kalın et kalınlığına sahip parçalar, özellikle farklı bölgelerde büyük kalınlık değişimleri olduğunda, yetersiz basınç dağılımı nedeniyle çökme izlerine daha yatkındır. Bu nedenle enjeksiyon parça tasarımında et kalınlığının mümkün olduğunca uniform (eşit) olması gerekir.
Sink Mark Etkilerini Azaltmak İçin En İyi Uygulamalar
Sink marklar temel olarak kalın bölgelerdeki düzensiz termal büzülmeden kaynaklanır. Dış yüzey katılaştıktan sonra iç kısım soğumaya devam eder ve hacim kaybı oluşur. Bu etkileri azaltmak için aşağıdaki uygulamalar önerilir:
1. Kalıp Sıcaklığını Düşürme
Proses sırasında kontrol edilmesi gereken ilk parametre eriyik sıcaklığıdır. Bu değer, reçine üreticisinin önerdiği aralıkta olmalıdır. Yüksek eriyik sıcaklığı, soğuma süresini uzatarak sink mark oluşumuna yol açabilir.
Ayrıca aşırı yüksek kalıp sıcaklığı da bu kusura neden olabilir. Yüksek sıcaklık, gate donma süresini uzatır ve çekmeyi artırır. Üretim hattı mutlaka üretici tarafından önerilen kalıp sıcaklık aralığını takip etmelidir.
Kalıp sıcaklığının doğru şekilde kontrol edilebilmesi için üreticiler, Flying Tiger tarafından sunulan endüstriyel su/hava chiller sistemlerini kullanabilir. Bu sistemler sıcaklığın hassas şekilde izlenmesini ve ayarlanmasını sağlar.
2. Tutma Basıncını Artırma ve Tutma Süresini Uzatma
Eğer sorun sıcaklıktan kaynaklanmıyorsa, bir sonraki kontrol edilmesi gereken parametre tutma basıncıdır. Kalıp içindeki çekmeyi telafi etmek için holding pressure artırılabilir.
Kalın bölgelerde daha fazla malzeme gereklidir. Yetersiz dolum, soğuma sırasında moleküler çekmeye ve sink mark oluşumuna yol açar.
Yeterli basınç ve yeterli malzeme akışı sağlandığında, moleküler çekme engellenir ve sink mark oluşumu önlenebilir.
Gate bölgesine yakın çökme izlerinde ise tutma süresinin uzatılması da etkili bir çözümdür.
3. Et Kalınlığını Azaltma
Bir diğer çözüm, parça et kalınlığını azaltmaktır. Kalın bölgelerde soğuma verimliliği düşer. Et kalınlığının azaltılması soğumayı daha homojen hale getirir. Ancak tüm tasarım boyunca et kalınlığının mümkün olduğunca uniform olması gereklidir.
4. Wing Gate (Kanatlı Yolluk) Kullanımı
Et kalınlığının değiştirilemediği özel durumlarda wing gate yöntemi kullanılabilir. Bu yöntemde parçaya kanat benzeri bir yapı eklenir ve yolluk bu bölgeye alınır. Parça üretildikten sonra bu kanat kesilerek ayrılır. Böylece çökme izleri ana parçadan uzaklaştırılmış olur.

Flying Tiger Çözümleri ile Sink Mark Etkilerini Azaltın
Sink marklar plastik enjeksiyon parçalarında yaygın görülen bir kusurdur. Ancak doğru yardımcı ekipman ve proses optimizasyonu ile bu etkiler önemli ölçüde azaltılabilir. Flying Tiger olarak PET Preform Molding, PET Extrusion, PET Flake Recycle, Cooling & Chilled Water sistemleri dahil olmak üzere birçok çözüm sunuyoruz.
Bir sonraki projeniz için profesyonel destek almak istiyorsanız, hemen bizimle iletişime geçin.





Back