
Một phương pháp sản xuất cho phép chế tạo nhanh chóng các chi tiết hàng loạt là ép phun nhựa. Do đặc tính tinh vi của phương pháp này và mức độ ứng dụng rộng rãi, nhiều lỗi có thể phát sinh trong suốt quá trình ép phun, dẫn đến sản phẩm bị khuyết tật. Bài viết sau sẽ đề cập đến các khuyết tật vết lõm trong ép phun nhựa và đưa ra hướng dẫn để tránh tình trạng này.
Vết lõm trong Ép Phun Nhựa là gì?
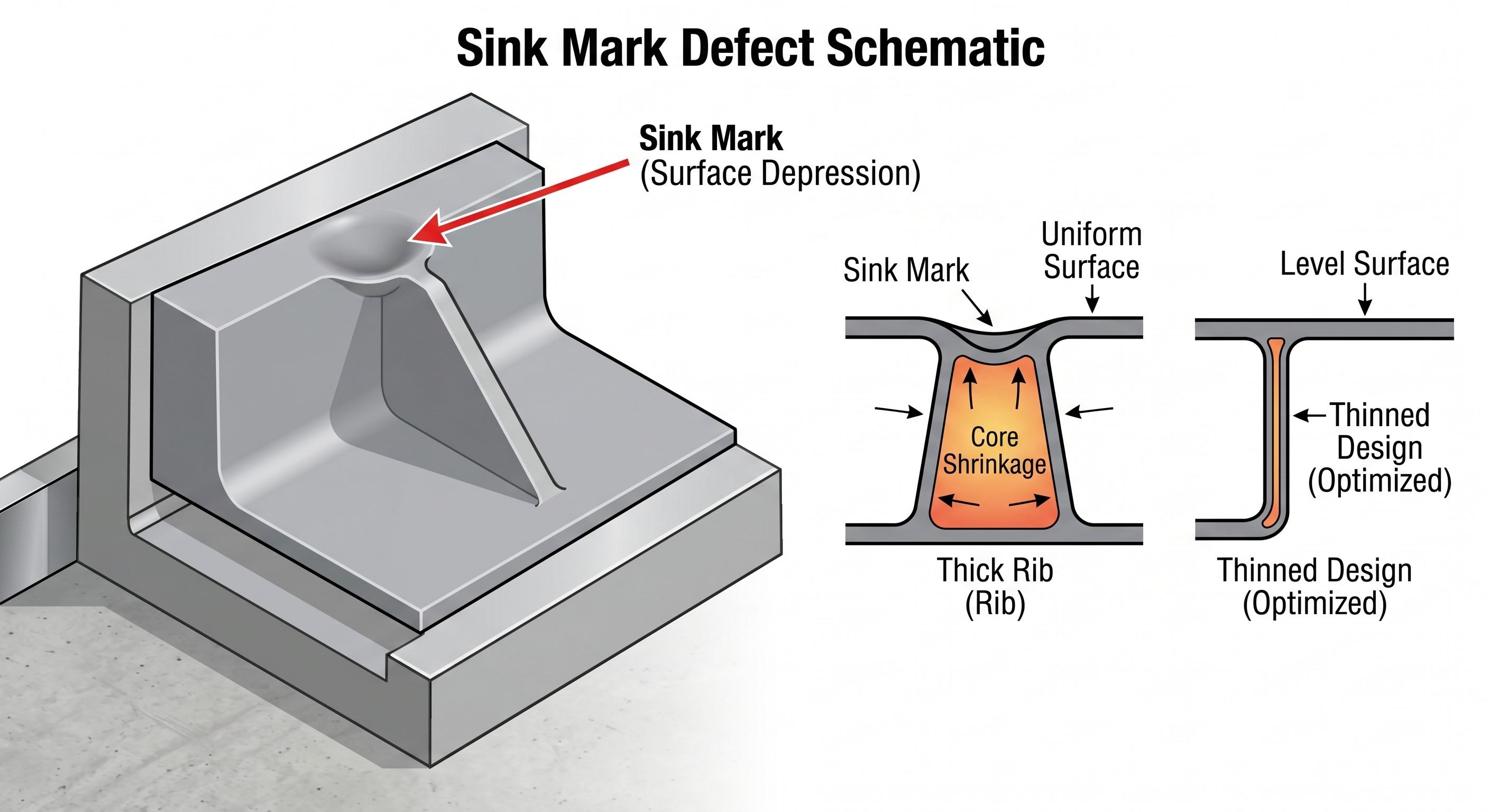
Vết lõm thường là một dạng khuyết tật trên bề mặt chi tiết, xuất hiện do vật liệu bên trong co rút khi đông đặc. Quan sát bằng mắt thường, vết lõm thể hiện dưới dạng các chỗ lõm nhỏ hoặc rãnh trên bề mặt chi tiết vốn dĩ bằng phẳng và đồng đều. Trong ép phun nhựa, vết lõm thường xuất hiện ở các vùng dày của chi tiết.
Các phần chi tiết dày có mật độ nhựa cao hơn, và một số loại nhựa co rút nhiều hơn khi đông đặc. Do đó, chúng sẽ mất nhiều thời gian hơn để làm nguội, trong khi bề mặt tiếp xúc trực tiếp với thép khuôn nguội nhanh hơn nhiều so với phần bên trong. Khi các phân tử trong phần chi tiết dày co rút, chúng bắt đầu bị nén lại, dẫn đến xuất hiện khuyết tật dạng vết lõm này.
Nguyên nhân gây ra vết lõm trên chi tiết nhựa ép
Mặc dù vết lõm không ảnh hưởng đến độ bền, tuổi thọ hay chức năng của chi tiết nhựa, nhưng chúng vẫn được xem là khuyết tật về chất lượng sản xuất mà các nhà sản xuất muốn hạn chế tối đa.
Hiểu được cách thức và lý do hình thành các vết lõm là bước đầu tiên để ngăn chặn chúng xuất hiện trong bất kỳ quá trình sản xuất ép phun nào. Trong các phần tiếp theo, chúng tôi sẽ phân tích 4 nguyên nhân chính gây ra khuyết tật vết lõm trên chi tiết nhựa ép.
Điều kiện ép khuôn không phù hợp
Đầu tiên, với chi tiết có thành dày, quá trình làm nguội nhựa có thể diễn ra kém hiệu quả, vì trong sản phẩm nhựa dày, quá trình làm nguội giữa lớp bên trong và lớp bên ngoài sẽ khác nhau. Phần bên ngoài tiếp xúc trực tiếp với thép khuôn sẽ hạ nhiệt nhanh hơn phần bên trong.
Do đó, khi điều kiện ép khuôn không phù hợp—cụ thể là nhiệt độ làm nguội được cài đặt đồng đều cho cả lớp nhựa dày và nhựa mỏng—rất dễ dẫn đến sự xuất hiện của vết lõm.
Ngoài ra, nhiệt độ chèn (insert) thấp cũng có thể gây co rút cục bộ của vật liệu nóng chảy xung quanh, tạo ra các chỗ lõm và vết co rút. Vì vậy, cần nâng nhiệt độ chèn để tránh hiện tượng này.
Tiếp theo, mất áp suất phun tại một số điểm cũng sẽ dẫn đến vết lõm và dấu co rút. Khi áp suất thấp, lực tạo ra không đủ để chống lại sự co rút của vật liệu, đặc biệt khi lỗ vòi phun của máy ép quá nhỏ hoặc vòi phun bị tắc cục bộ.
Thêm vào đó, việc cài đặt nhiệt độ làm nguội không phù hợp là một trong những nguyên nhân phổ biến gây co rút trong dây chuyền sản xuất nhựa ép. Không phải loại nhựa nào và mọi vị trí trong khuôn nhựa đều đạt cùng nhiệt độ làm nguội, vì vậy khuôn cần được làm nguội hợp lý. Một số khu vực hoặc chi tiết cần làm nguội chậm hơn bằng cách tăng nhiệt độ nước làm nguội.
Khuyết tật khuôn
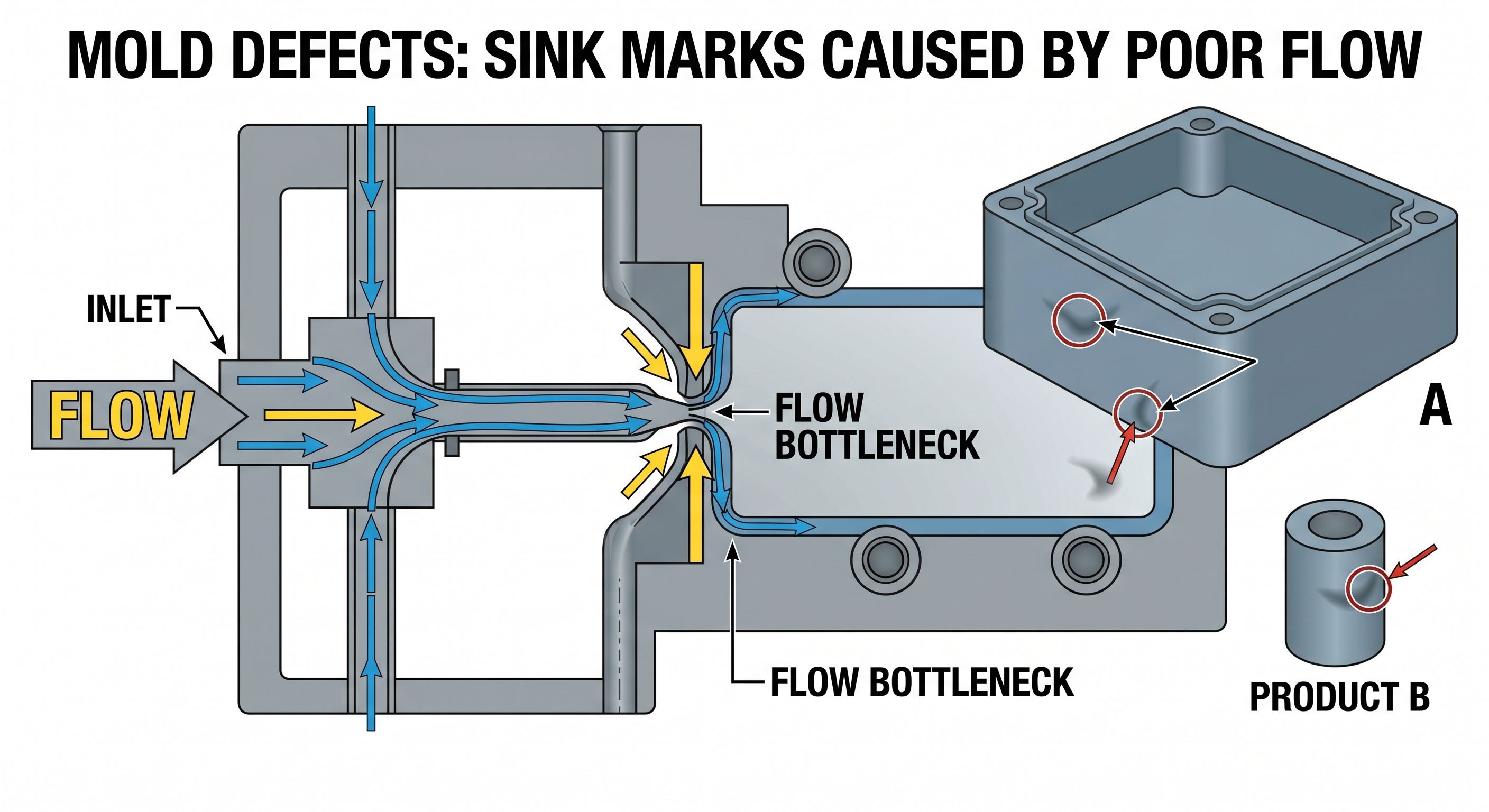
Dòng chảy vật liệu nóng chảy kém bên trong hệ thống ép khuôn có thể là nguyên nhân gây ra vết lõm ở những vị trí xa cửa phun (gate). Trong trường hợp này, cấu trúc khuôn ngăn cản áp suất được truyền đi đều khắp chi tiết. Các khuyết tật trên khuôn có thể tạo ra “nút thắt” trong dòng chảy vật liệu, góp phần làm xuất hiện vết lõm trên sản phẩm.
Nguyên liệu không phù hợp với yêu cầu ép khuôn
Bề mặt của chi tiết nhựa ép phun sẽ xuất hiện các chỗ lõm và vết co rút nếu xảy ra các tình huống sau:
- Tỷ lệ co rút của vật liệu khuôn quá cao
- Khả năng chảy của vật liệu kém
- Lượng chất bôi trơn trong nguyên liệu không đủ
- Nguyên liệu bị ẩm
Để đạt chất lượng bề mặt tối ưu, nên lựa chọn loại nhựa có tỷ lệ co rút thấp cho các chi tiết nhựa yêu cầu độ hoàn thiện bề mặt cao.
Thiết kế cấu trúc chi tiết không hợp lý
Các chi tiết có thành dày, đặc biệt khi độ dày thành thay đổi nhiều, rất dễ bị lõm và vết co rút do lực ép trong quá trình ép khuôn không đủ. Vì vậy, khi phát triển hình dạng và cấu trúc của chi tiết nhựa ép, độ dày thành nên được duy trì đồng đều càng nhiều càng tốt để giảm thiểu khuyết tật này.
Các biện pháp tốt nhất để giảm tác động của vết lõm
Vết lõm chủ yếu là kết quả của sự co rút nhiệt không đồng đều trong các chi tiết nhựa dày: vật liệu bên trong bắt đầu làm nguội sau khi lớp bên ngoài đã đông đặc, trong khi quá trình này lẽ ra nên xảy ra ngược lại. Vì vậy, để giảm thiểu tác động và thậm chí ngăn ngừa sự hình thành vết lõm, có một số biện pháp tốt nhất sau đây có thể áp dụng:
1. Hạ Nhiệt Độ Khuôn
Một trong những yếu tố đầu tiên cần kiểm tra trong quá trình sản xuất là nhiệt độ nhựa nóng chảy (melt temperature). Nhiệt độ nhựa nên nằm trong khoảng được nhà sản xuất nhựa khuyến nghị. Nếu nhiệt độ nhựa quá cao, chi tiết sẽ mất nhiều thời gian hơn để làm nguội, dẫn đến vết lõm.
Khuyết tật này cũng có thể xảy ra do nhiệt độ khuôn quá cao. Thời gian đóng kín cửa phun (gate) sẽ kéo dài nếu giá trị nhiệt độ khuôn được cài đặt quá cao. Khi nhà cung cấp nhựa đưa ra nhiệt độ khuôn khuyến nghị, dây chuyền sản xuất cần đảm bảo khuôn vận hành theo đúng hướng dẫn.
Để kiểm soát nhiệt độ khuôn trong khoảng phù hợp, các nhà sản xuất có thể sử dụng hệ thống làm lạnh bằng nước hoặc khí công nghiệp được thiết kế hiệu quả từ Flying Tiger. Nhiệt độ có thể được giám sát và điều chỉnh chính xác theo yêu cầu sản xuất.
2. Tăng Áp Suất Giữ và Kéo Dài Thời Gian Giữ
Nếu chẩn đoán cho thấy nhiệt độ vật liệu không phải là nguyên nhân, yếu tố tiếp theo cần kiểm tra là áp suất giữ (holding pressure). Để ngăn chặn sự co rút bên trong khuôn, dây chuyền sản xuất có thể điều chỉnh áp suất giữ nhằm bù đắp cho sự mất áp suất.
Các vùng dày của khuôn sẽ cần nhiều nhựa hơn để duy trì hình dạng. Nếu lượng nhựa trong các phần dày không đủ khi các phân tử làm nguội, vết lõm có thể xuất hiện.
Khi tăng áp suất đóng gói (pack pressure) và áp suất giữ, lượng nhựa ở vùng có nguy cơ lõm sẽ tăng lên. Khi có đủ áp suất và đủ nhựa, các phân tử sẽ không bị co rút vào bên trong, từ đó ngăn ngừa vết lõm xuất hiện.
Việc kéo dài thời gian giữ (holding time) cũng sẽ hữu ích nếu các vết lõm và dấu co rút xuất hiện gần cửa phun (gate). Khi chi tiết nhựa có vết lõm ở phần thành, thời gian làm nguội chi tiết trong khuôn nên được tăng lên để đảm bảo hình dạng đồng đều.
3. Giảm Độ Dày Thành
Một giải pháp khác để hạn chế vết lõm là giảm độ dày thành chi tiết. Nguyên nhân gây ra khuyết tật này là do quá trình làm nguội không hiệu quả. Bằng cách giảm độ dày thành, các nhà sản xuất có thể đảm bảo quá trình làm nguội diễn ra hiệu quả hơn. Tuy nhiên, bất kể giảm bao nhiêu, độ dày thành nên được duy trì đồng đều càng nhiều càng tốt để tránh các khuyết tật khác.
4. Sử Dụng Cửa Phun Kiểu Cánh
Trong những trường hợp đặc biệt, khi độ dày thành của chi tiết thay đổi nhiều và không thể điều chỉnh, vấn đề có thể được giải quyết bằng cách sử dụng cửa phun kiểu cánh. Theo phương pháp này, chi tiết nhựa được tạo thêm phần thân hình cánh trước khi cửa phun được đặt trên cánh nhỏ. Sau khi chi tiết nhựa hoàn thành, các cánh phụ này sẽ được cắt bỏ. Cửa phun trên các cánh phụ có thể là cửa phun đảo hoặc cửa phun điểm (point gates), giúp chuyển các khuyết tật lõm của chi tiết nhựa sang các cánh phụ, từ đó giữ bề mặt chính của chi tiết nhẵn và đồng đều.

Giảm Tác Động của Vết Lõm với Giải Pháp từ Flying Tiger
Vết lõm là hiện tượng phổ biến trên các chi tiết nhựa ép phun. Tuy nhiên, tin tốt là với các giải pháp thiết bị hỗ trợ hiệu quả, chúng ta có thể giảm thiểu tác động của khuyết tật này. Tại Flying Tiger, chúng tôi đã hỗ trợ nhiều nhà sản xuất với các giải pháp chuyên môn và tư vấn để khắc phục vết lõm cũng như các vấn đề khác trong ép phun nhựa. Liên hệ với chúng tôi ngay hôm nay để thảo luận về dự án tiếp theo của bạn và đạt được kết quả tối ưu!





Back