علامات الغرق (Sink Marks) في القولبة بالحقن — الأسباب المحتملة واستكشاف الأخطاء
- 2023.01.03
- Flying Tiger

تُعد تقنية القولبة بالحقن إحدى طرق التصنيع التي تتيح الإنتاج الكمي السريع للمكوّنات. وبسبب الطبيعة الدقيقة لهذه الطريقة وانتشار استخدامها على نطاق واسع، قد تحدث عدة أخطاء خلال عملية القولبة بالحقن تؤدي إلى عيوب في المنتجات. ستتناول هذه المقالة عيوب علامات الغرق في القولبة بالحقن وتوضح كيفية تجنبها.
تُعد تقنية القولبة بالحقن إحدى طرق التصنيع التي تتيح الإنتاج الكمي السريع للمكوّنات. وبسبب الطبيعة الدقيقة لهذه الطريقة وانتشار استخدامها على نطاق واسع، قد تحدث عدة أخطاء خلال عملية القولبة بالحقن تؤدي إلى عيوب في المنتجات. ستتناول هذه المقالة عيوب علامات الغرق في القولبة بالحقن وتوضح كيفية تجنبها.
ما هي علامات الغرق في القولبة بالحقن؟
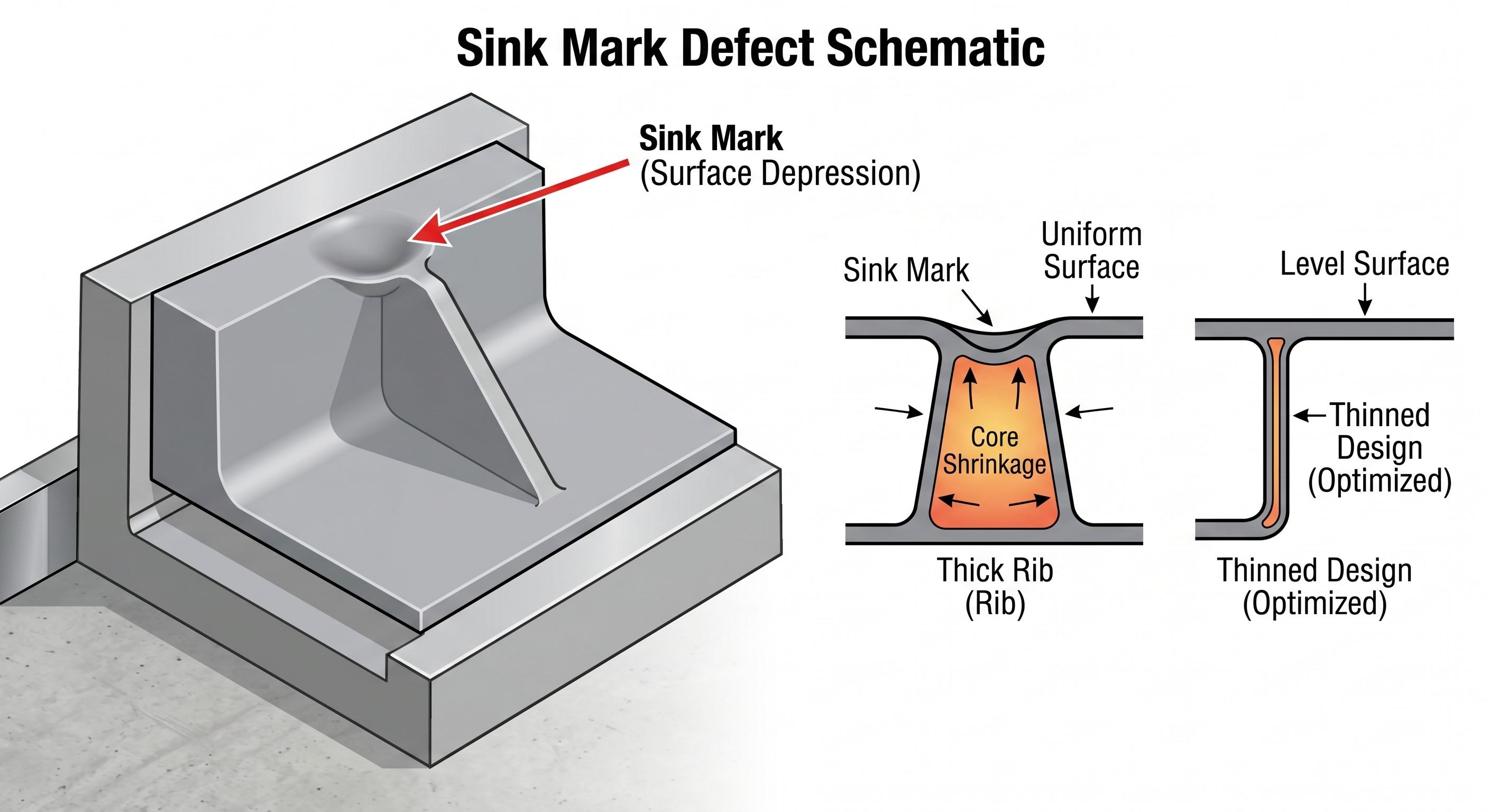
علامة الغرق هي عادة انخفاض أو تجويف يظهر على سطح القطعة نتيجة انكماش المادة الموجودة تحت السطح. من الناحية البصرية، يظهر هذا العيب على شكل انخفاضات أو تقعرات دقيقة على سطح منتج مصبوب كان من المفترض أن يكون مستويًا ومتجانسًا. وغالبًا ما تظهر عيوب علامات الغرق في المناطق الأكثر سماكة من القطع المصبوبة.
تحتوي الأجزاء السميكة على كثافة أعلى من البلاستيك، كما أن بعض المواد البلاستيكية تنكمش أكثر من غيرها أثناء التبريد. لذلك فإنها تحتاج وقتًا أطول لتبرد، بينما تبرد الطبقة الخارجية الملامسة لقالب الفولاذ بسرعة أكبر من الداخل. وعندما تنكمش الجزيئات داخل الأجزاء السميكة، تبدأ بالانضغاط مما يؤدي إلى ظهور هذا النوع من العيوب.
ما أسباب ظهور علامات الغرق على المواد المصبوبة؟
على الرغم من أن علامات الغرق لا تؤثر على المتانة الفيزيائية أو عمر الخدمة أو الوظيفة للقطعة المصبوبة، إلا أنها تُعد عيوبًا في الجودة الإنتاجية يسعى المصنعون لتجنبها قدر الإمكان.
إن فهم كيفية ولماذا تتشكل هذه العلامات هو الخطوة الأولى لمنع حدوثها في أي عملية إنتاج بالقولبة بالحقن. في الأقسام التالية سنستعرض أهم 4 أسباب تؤدي إلى ظهور عيوب علامات الغرق في المواد المصبوبة.
ظروف قولبة غير مناسبة
أولًا، في حالة الجدران السميكة، قد لا تتم عملية تبريد الجزء البلاستيكي بكفاءة، إذ تختلف عملية التبريد بين الطبقات الداخلية والخارجية في المنتجات السميكة. فالطبقة الخارجية الملامسة لقالب الفولاذ تبرد بسرعة أكبر من الداخل.
لذلك فإن ضبط ظروف قولبة غير مناسبة مع درجة تبريد موحدة بين الطبقات السميكة والرقيقة قد يؤدي بسهولة إلى ظهور هذا العيب.
من ناحية أخرى، قد تكون درجة حرارة الإدخال المنخفضة سببًا في انكماش موضعي للمادة المنصهرة المحيطة، مما يسبب انخفاضًا وعلامات انكماش. لذلك يجب رفع درجة حرارة الإدخال لتجنب ذلك.
كما أن فقدان ضغط الحقن في بعض النقاط يؤدي أيضًا إلى ظهور علامات الانخفاض والانكماش، لأن الضغط المنخفض لا يوفر القوة الكافية لمقاومة انكماش المادة، خصوصًا عندما تكون فتحة فوهة آلة الحقن صغيرة جدًا أو مسدودة جزئيًا.
بالإضافة إلى ذلك، فإن الإعداد غير المناسب لدرجة حرارة التبريد يعد من الأسباب الشائعة في خطوط إنتاج البلاستيك. إذ لا تحصل جميع المواد البلاستيكية أو جميع مناطق القالب على نفس درجة التبريد، لذلك يجب ضبط نظام التبريد بشكل مناسب. وقد تحتاج بعض المناطق إلى تبريد أبطأ عبر رفع درجة حرارة ماء التبريد.
عيوب القالب
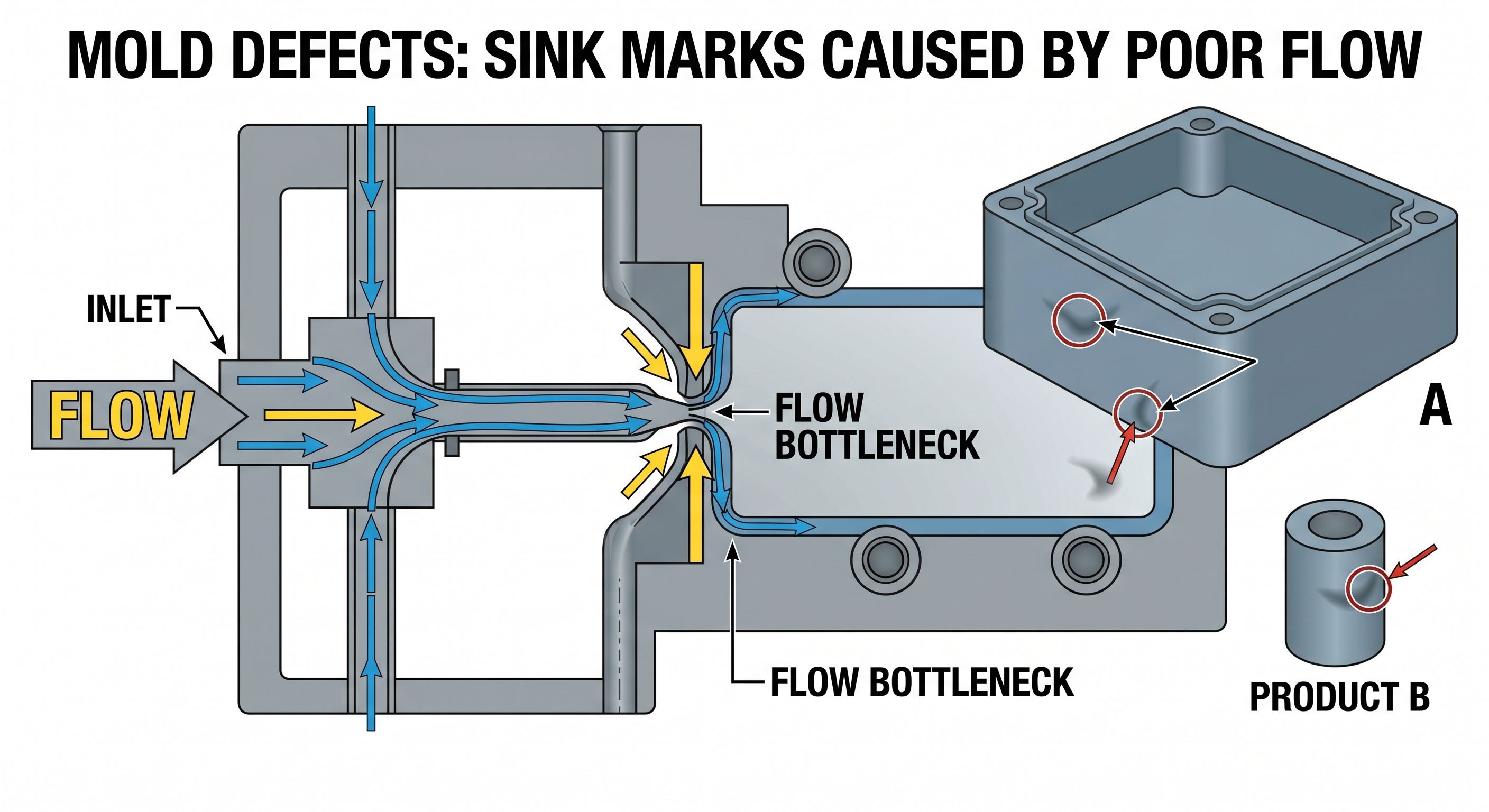
ضعف تدفق المادة المنصهرة داخل نظام القالب يمكن أن يكون سببًا لظهور علامات الغرق في المناطق البعيدة عن البوابة. في هذه الحالة، يعيق تصميم القالب انتقال الضغط بشكل صحيح. وقد تؤدي عيوب القالب إلى اختناق في تدفق المادة، مما يزيد من احتمالية حدوث هذه المشكلة.
المواد الخام غير المطابقة لمتطلبات القولبة
تظهر على سطح القطعة المصبوبة بالحقن انخفاضات وعلامات انكماش في الحالات التالية:
- ارتفاع معدل انكماش مادة القولبة
- ضعف خصائص التدفق
- نقص في مواد التزليق داخل المادة الخام
- رطوبة في المادة الخام
لذلك يُنصح باختيار درجات راتنج ذات انكماش منخفض عند الحاجة إلى جودة سطح عالية للقطع البلاستيكية.
تصميم هيكلي غير مناسب للقطعة المصبوبة
الأجزاء ذات الجدران السميكة، خصوصًا عند اختلاف السمك بشكل كبير، تكون أكثر عرضة لظهور الانبعاجات وعيوب الغرق بسبب عدم توزيع الضغط بشكل كافٍ أثناء القولبة. لذلك يجب الحفاظ على سمك جدار موحد قدر الإمكان عند تصميم القطع المصبوبة بالحقن.
أفضل الممارسات لتقليل تأثير علامات الغرق
تنتج علامات الغرق بشكل رئيسي عن الانكماش الحراري غير المتساوي في المواد السميكة: حيث تبدأ المادة الداخلية بالتبريد بعد أن تكون الطبقة الخارجية قد بردت وتصلبت، بينما يفترض أن يحدث العكس. لذلك، للتقليل من هذه المشكلة أو منعها، يمكن اتباع الممارسات التالية:
1. خفض درجة حرارة القالب
من أول الأمور التي يجب فحصها أثناء التشغيل هي درجة حرارة المصهور. يجب أن تكون ضمن النطاق الموصى به من قبل الشركة المصنعة للراتنج. إذ أن ارتفاع درجة الحرارة يؤدي إلى إطالة وقت التبريد وبالتالي ظهور علامات الغرق.
كما أن ارتفاع درجة حرارة القالب بشكل مفرط قد يؤدي إلى المشكلة نفسها، لأنه يطيل وقت إغلاق البوابة (Gate Sealing). لذلك يجب الالتزام بدرجات الحرارة الموصى بها من قبل الموردين.
ولضمان التحكم بدرجة حرارة القالب ضمن النطاق المناسب، يمكن للمصنعين استخدام مبرد مياه/هواء صناعي عالي الكفاءة من شركة [Flying Tiger](https://www.tigerkj.com?utm_source=chatgpt.com). حيث يمكن مراقبة وضبط درجة الحرارة بدقة حسب الحاجة.
2. زيادة ضغط التثبيت وإطالة زمن التثبيت
إذا تبين أن درجة حرارة المادة ليست السبب، يجب فحص ضغط التثبيت (Holding Pressure). يمكن تعديل الضغط لتعويض فقدان الضغط داخل القالب ومنع الانكماش.
تحتاج المناطق السميكة إلى كمية أكبر من البلاستيك للحفاظ على شكلها. نقص المادة أثناء التبريد يؤدي إلى ظهور عيوب الغرق.
زيادة ضغط التعبئة والتثبيت تساعد على تقليل هذه المشكلة، حيث تمنع انكماش الجزيئات. كما أن إطالة زمن التثبيت مفيد عندما تكون العلامات قريبة من البوابة.
3. تقليل سماكة الجدار
من الحلول الأخرى تقليل سماكة الجدار، لأن السبب الرئيسي لهذه العيوب هو ضعف كفاءة التبريد. تقليل السماكة يساعد على تبريد أكثر تجانسًا. ومع ذلك يجب الحفاظ على تجانس السمك قدر الإمكان.
4. استخدام بوابات جانبية
في الحالات الخاصة التي يصعب فيها تعديل سماكة الجدار، يمكن استخدام البوابات الجانبية. حيث يتم إضافة امتداد يشبه الجناح إلى القطعة البلاستيكية، ثم توضع البوابة عليه. بعد الإنتاج يتم قص هذا الجزء. ويمكن نقل العيوب إلى هذا الجزء بدلاً من المنتج الأساسي.

التقليل من تأثير علامات الغرق باستخدام حلول
تُعد علامات الغرق من المشكلات الشائعة في القطع البلاستيكية المصبوبة بالحقن. ولكن الخبر الجيد هو أنه يمكن تقليل تأثيرها بشكل كبير باستخدام حلول المعدات المساعدة المناسبة. لقد ساعدت شركة العديد من المصنعين من خلال حلول وخبرات متخصصة لمعالجة هذه المشكلة وغيرها من تحديات القولبة بالحقن. تواصل معنا الآن لمناقشة مشروعك القادم!





Back